
Manufacturing decisions are rarely simple. Every process comes with trade-offs — cost, speed, material compatibility, tooling complexity, and part quality all push and pull against each other. Yet some methods keep earning their place on the shop floor decade after decade, not out of habit, but because they genuinely deliver. Compression molding is one of them. It’s a process that looks deceptively simple on paper, but when matched to the right material and the right design, it produces parts that few other methods can rival for durability and value.
How Compression Molding Actually Works
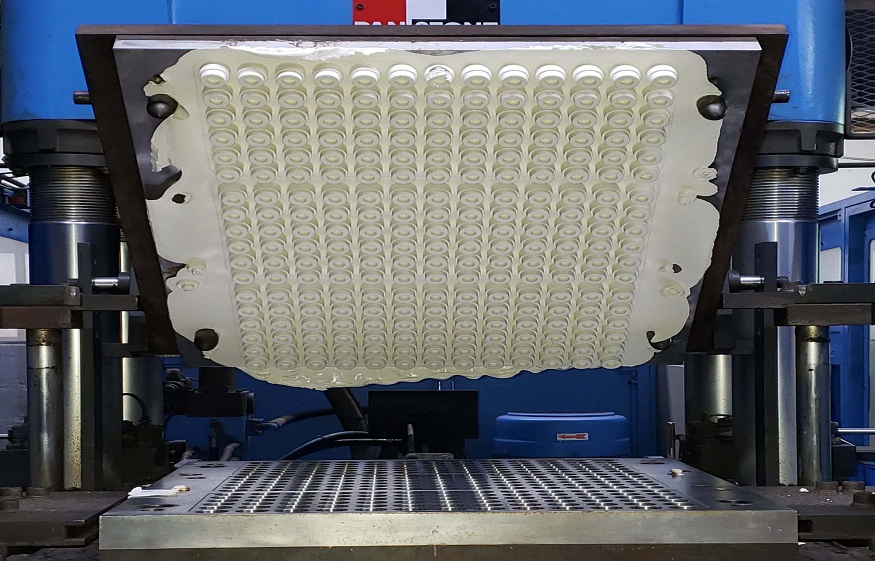
The mechanics are not difficult to understand, which is partly what makes this process so approachable. A pre-measured charge of raw material — typically a thermoset polymer, rubber compound, or fiber-reinforced composite — is placed directly into an open, heated mold cavity. The mold then closes under hydraulic pressure. Heat and pressure together cause the material to soften, flow, and fill every corner of the cavity. Once the material has fully cured, the mold opens and the finished part comes out.
Read More: Generative AI: How It Is Transforming Creativity, Business, and the Digital Future
What separates this from injection molding is where the material starts. There is no runner system, no gate, no need to push molten plastic through a network of channels before it reaches the cavity. The material is already inside the mold before pressure is applied. This means less waste, simpler tooling design, and a more even distribution of material across the part — which matters enormously when working with reinforced composites where fiber orientation influences structural performance.
The tooling itself tends to be less expensive than multi-cavity injection molds, which makes this approach easier to justify for short or medium production runs. Not every product needs to be made by the millions. Sometimes a few thousand well-made parts per year is exactly what a project calls for, and the economics here line up accordingly.
Industries Where This Process Has Earned Real Trust
The applications span a wide range of sectors, and that breadth is a sign of genuine usefulness rather than over-marketing. In the automotive industry, it’s used to produce structural panels, under-hood components, and load-bearing brackets made from sheet molding compound and bulk molding compound. These parts live in harsh environments — heat, vibration, mechanical stress — and thermoset composites handle those conditions exceptionally well because they don’t soften when temperatures rise.
Electrical and switchgear applications are another strong fit. Components like insulators, terminal blocks, and circuit breaker housings need to maintain their shape and electrical properties under sustained thermal load. Thermosets, once cured, are dimensionally stable in ways that thermoplastics simply aren’t. Aerospace manufacturers use the same logic when producing interior panels and structural brackets where strength-to-weight ratio drives every design decision.
Medical devices, industrial equipment housings, and consumer hardware round out the picture. Anything that needs to feel solid, resist deformation over years of use, and hold tight tolerances is a reasonable candidate. If you’re evaluating manufacturing options for a part like this, www.nicerapid.com provides practical guidance on custom molding and prototype development worth exploring early in the design process.
Material Fit and Where the Process Meets Its Limits
Understanding what this process does well requires being equally clear about where it struggles. Thermosets are the natural home territory — phenolic resins, epoxy compounds, urea-formaldehyde, and rubber are all well-suited because they cure under heat and pressure into a permanently rigid or elastic state. They can’t be re-melted, which is actually an advantage in applications where heat resistance matters.
Thin walls and intricate internal geometry are where things get difficult. Without the high injection pressure that pushes thermoplastic into fine features, some designs simply don’t fill cleanly. Any product concept with deep undercuts, complex internal threads, or very thin cross-sections may need to be rethought or re-routed to a different process.
Cycle times are longer than thermoplastic injection molding because the material must fully cure in the mold before it can be removed. For genuinely high-volume lines where speed is the overriding priority, that’s a real consideration. But for many production scenarios, the trade-off is perfectly acceptable when weighed against tooling savings and part quality.
Making the Right Call on Compression Molding
The decision to use compression molding for a given part doesn’t need to be complicated. A few honest questions get you most of the way there: Is the material a thermoset or rubber? Does the geometry suit a matched-die tool without excessive internal complexity? Is the production volume in a range where simpler, lower-cost tooling makes business sense?
Read More: GPU Cloud Computing: Powering the Next Generation of High Performance Workloads
If those answers lean toward yes, this process belongs at the top of the shortlist. It rewards designers who understand its mechanics with excellent surface quality, reliable dimensional stability, and strong mechanical performance — without the overhead of more complex manufacturing infrastructure. In a world where over-engineering a solution is a real and costly risk, knowing when a proven, straightforward process is the right answer is a skill worth developing.






+ There are no comments
Add yours